Key Takeaways
- Private label pet products enable fast market entry but prevent brands from owning the product design, tooling, or production standard
- The same supplier often provides identical or near-identical products to multiple competing brands simultaneously
- Quality inconsistency across production runs is common because the brand does not control the production benchmark
- Transitioning away from private label after volume is established requires tooling investment, factory sourcing, and product redesign, all of which cost more when the brand is already managing scale
- Manufacturing decisions made at the wrong stage are disproportionately expensive to reverse
- Custom manufacturing gives pet brands full ownership of design, cost structure, and quality standards from the start
Private label pet products look like the logical entry point. Low upfront investment, fast time to market, no tooling cost, no factory management. For brands testing demand or validating a product category for the first time, that logic holds.
The problem starts when the brand tries to scale, and in the pet category, the scale problem arrives faster than most founders expect.
This article explains what private label pet products actually cost at scale, where the model structurally breaks down, and what a more defensible long-term manufacturing approach looks like. Linton has helped pet brands make this transition, including rebuilding PupRing’s entire product design, personalization workflow, and supply chain to support 5,000 orders per day from a base of 50. If you are evaluating your current manufacturing model, schedule a consultation with the Linton team.
Explore Pet Product Development
What Private Label Pet Products Actually Are
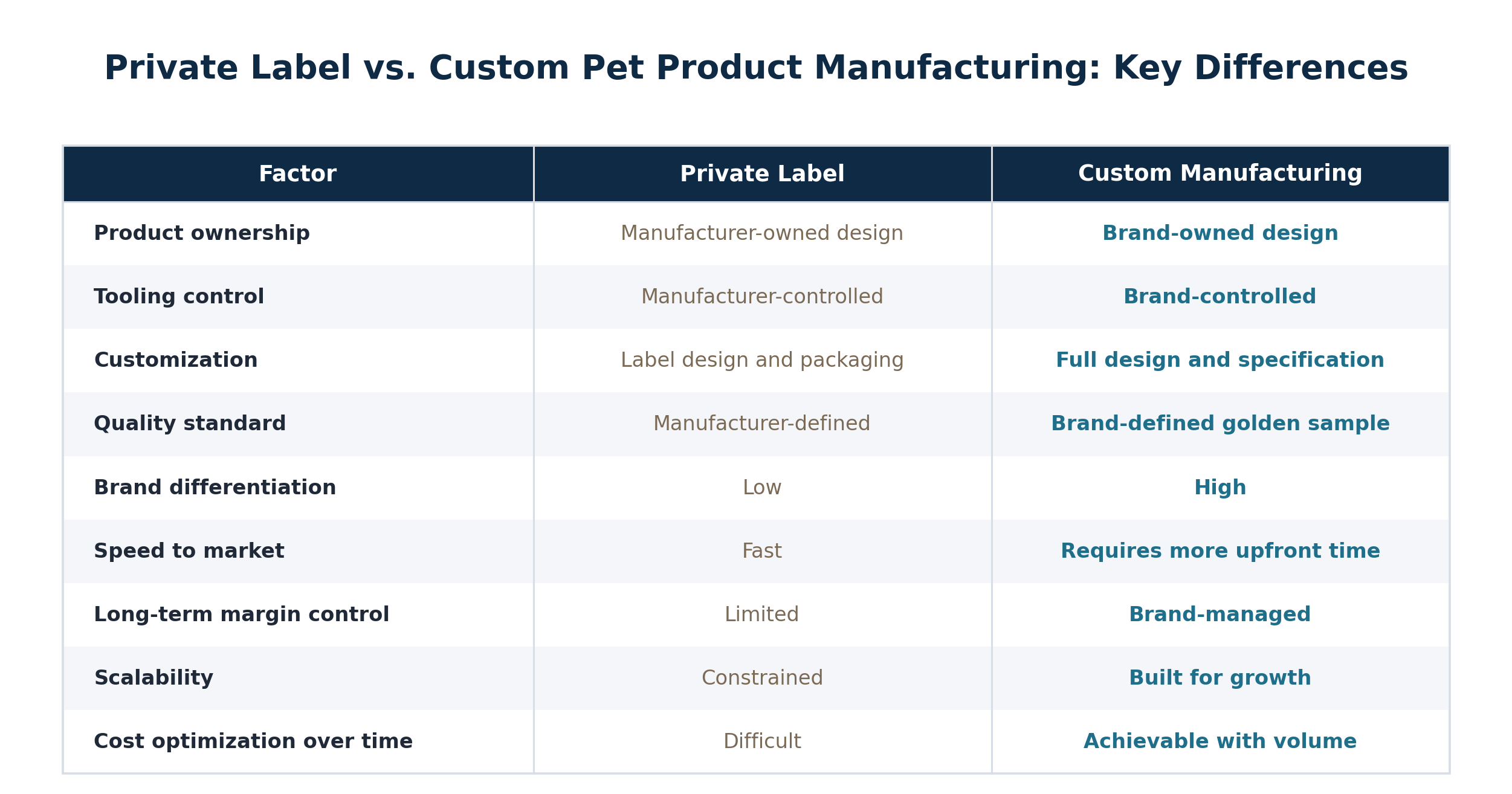
Private label pet products are manufactured by a third-party manufacturer using existing designs or catalog-based options and sold under the brand’s name. The brand controls the label, the packaging, and in some cases surface customization. The manufacturer controls the design, the tooling, and the production standard.
This distinction matters more than most founders recognize at launch. When the manufacturer owns the design and tooling, the brand cannot enforce a specific quality standard, cannot prevent the same supplier from offering identical products to competing brands, and cannot negotiate unit cost reductions the way a brand with its own tooling and manufacturing relationship can.
Private labeling is not the same as white label, though the line between them is often blurred in the pet category. White label products are identical goods sold to multiple brands with different packaging and no customization. Private label typically includes packaging, label design, and occasionally color or minor component selection, but rarely extends to design ownership, tooling control, or manufacturing specification authority. That gap is where the long-term cost accumulates.
Why Private Label Works as a Starting Point
Private label accelerates time to market, and for early-stage validation it can be a reasonable short-term approach. The advantages are real:
- No upfront tooling investment, which for injection-molded pet products can run from several thousand to tens of thousands of dollars
- No factory sourcing or vetting process to manage
- No prototype iteration cycle
- Sellable inventory available in weeks rather than months
For demand validation, this tradeoff is defensible. The mistake is treating private labeling as a permanent strategy rather than a temporary one. Most brands stay in private label longer than they should because there is no natural trigger that forces the transition until the cost of staying becomes impossible to ignore.
Where Private Label Pet Products Break Down
The structural limitations of private label become visible once a brand starts generating meaningful volume and facing genuine competition. The problems are predictable and consistent:
- No product differentiation. Because the manufacturer controls the design, multiple brands frequently sell near-identical dog products, grooming products, and pet care products in the same category at the same time. The pet accessories market on Amazon makes this plain: collars, harnesses, leashes, and dog treats with identical construction appearing under dozens of different brand names.
- Pricing becomes the only lever. When competitors source the same private label product from the same manufacturer, price is the only way to compete, and that competition compresses margins on both sides without limit.
- Quality is inconsistent and hard to control. Without brand-owned tooling and a shared production standard, there is no objective benchmark against which to inspect production runs. Variations in material quality, finish, and construction appear between batches with limited recourse.
- The manufacturer has no real accountability. Without tooling ownership, the brand has limited leverage to demand production improvements. The supplier serves many clients and has little incentive to prioritize changes that benefit only one of them.
The longer a brand stays in private label past the point of meaningful volume, the more entrenched these problems become.
The Real Cost of Private Label at Scale
The cost of private label at scale is not just margin compression. It is the accumulation of structural constraints that make the brand progressively harder to grow.
Without design ownership, the brand cannot protect differentiation as the category gets more crowded. Without tooling ownership, the brand cannot negotiate the cost reductions available to brands that own their manufacturing relationship. Without a defined production standard, the brand cannot systematically reduce defect rates or improve quality consistency over time.
When quality failures occur, and at scale they will, the brand’s options are limited. Without a golden sample defining the production standard, there is no objective basis on which to hold the manufacturer accountable. Returns, negative reviews, and damage to brand reputation are the visible costs. The invisible cost is the operational time spent managing supplier disputes from a position of no leverage.
Pet parents increasingly treat pet health and pet wellness as priorities when choosing brands. A brand that cannot consistently deliver on quality does not just lose a sale. It loses trust in a category where trust is the primary driver of repeat purchase. Linton’s position on this is direct: manufacturing decisions made at the wrong stage are disproportionately expensive to reverse. Read why product development without manufacturing expertise costs more than you think for a deeper look at how this pattern plays out across product categories.
What Custom Pet Product Manufacturing Actually Looks Like
Custom manufacturing gives pet brands full ownership of the product design, tooling, and production standard. The brand specifies materials, tolerances, construction methods, and quality expectations. The manufacturer produces to a defined standard, validated through a finalized golden sample before mass production begins.
In Linton’s model, custom manufacturing for dogs, cats, and pets across every care category is not a hands-off factory arrangement. It includes:
- Concept development and competitive market research to avoid catalog-based designs
- Engineering feasibility review and material selection for pet safety and durability
- Factory sourcing from a network of 700+ vetted manufacturers
- Multiple prototype iterations through golden sample approval
- In-house quality control following ANSI/ASQ Z1.4 2018
- Global logistics management
This requires more upfront planning than private labeling. That is an honest tradeoff. What it provides in return is a product the brand owns, a production standard the brand can enforce, and a cost structure the brand can optimize over time.
When to Transition Away from Private Label
For most pet brands, the right time to transition is earlier than it feels comfortable. The signals that the move is overdue:
- Margin pressure that does not respond to volume increases
- Quality complaints appearing consistently across batches that supplier communication cannot resolve
- Competing brands selling near-identical dog products or pet care products at the same or lower price points
- No ability to differentiate based on product attributes rather than marketing spend alone
Outgrowing private labeling is not a failure. It is the natural progression of a brand that has validated demand and is ready to compete on the strength of its products. The cost of making this transition early, before private label has created structural constraints, is dramatically lower than making it after significant volume is established.
How Linton Helps Pet Brands Build Beyond Private Label
Linton helps established pet brands move from private label to brand-owned custom manufacturing by managing the full transition as one integrated process.
That process includes design finalization, engineering feasibility review, factory sourcing and vetting, prototype development through golden sample approval, in-house quality control, and logistics management. Rather than introducing a brand to a manufacturer and stepping back, Linton remains accountable through production execution, cost control, and repeatable manufacturing quality tied to the brand’s results.
The PupRing case study shows what this transition looks like in practice. Linton rebuilt PupRing’s product design, personalization workflow, and entire supply chain from scratch, replacing an inventory-heavy private label model with a true made-to-order manufacturing system. The result was a 5x improvement in engraving accuracy through a proprietary vectorization algorithm, elimination of upfront inventory costs, and production scale from 50 to 5,000 orders per day with positive cash flow on every order.
Linton’s model is built on shared success. The engagement is structured to align incentives with the brand’s long-term outcomes, not just the completion of a production run. If your pet brand is at the point where private labeling is limiting growth rather than enabling it, the conversation about transition is worth starting now. Schedule a consultation with the Linton team, or explore Linton’s manufacturing cost reduction program if you are currently carrying costs from a supplier relationship that no longer serves the brand’s scale.