Key Takeaways
- Sports equipment manufacturing requires performance-grade materials, structured prototyping, and embedded quality control, and the stakes of getting it wrong compound at scale
- Material selection is foundational to both product performance and production cost and cannot be deferred to the factory
- A manufacturing-ready design for athletic gear is different from a finalized concept sketch
- Factory vetting matters more in sports equipment than in general consumer goods because subtle production variables directly affect real-world performance
- The golden sample defines the production benchmark and is what QC inspections are measured against
- Cost optimization comes from material selection, tooling efficiency, and volume negotiation, not from lowering quality standards
Sports equipment manufacturing is a performance and cost challenge at the same time. The quality of a product directly affects how athletes experience it, what reviewers say about it, and whether the brand behind it earns repeat business. Manufacturing mistakes in this category, whether wrong materials, unvetted factories, or absent quality systems, produce consequences that are visible to end users in ways they rarely are with general consumer goods.
This guide walks through the full sports equipment manufacturing process, from design and materials selection through factory vetting, production management, quality control, and logistics. It is written for brand owners, DTC founders, and Amazon sellers who are ready to move a sports or fitness product into scalable, actively managed production.
Explore Sports Product Development
Why Sports Equipment Manufacturing Demands a Specialized Approach
Sports equipment is both a consumer product and a performance product. That combination raises the stakes at every production stage.
Performance requirements, real-world durability demands, materials science complexity, and regulatory considerations create additional risk compared to general consumer goods manufacturing. A product that fails during athletic use creates more than a return. It creates a negative review, a warranty claim, and a question about whether the brand behind it can be trusted. Brands that approach sports equipment manufacturing the same way they would a general consumer product regularly discover these gaps after production is already committed.
Specialized manufacturing oversight in this category is an investment in brand protection, not just operational efficiency. Linton’s sports product development program is built specifically around the performance, durability, and production management requirements that athletic gear demands.
Define Product Requirements Before Production Begins
The clearest predictor of expensive design iterations and factory miscommunication is starting production without fully defined product requirements. Before design work begins, the following inputs need to be established:
- Performance specifications and intended use conditions
- Target weight and dimensional constraints
- Materials requirements and restricted materials lists
- Durability standards and expected product lifespan
- Cost targets at production volume
- Certification or compliance requirements for target markets
Requirements that are vague at the start tend to generate clarity at the worst possible time, after tooling is cut or factory commitments are made. Linton’s product design and development process begins by establishing these inputs before any design or sourcing work proceeds.
Design and Engineering for Manufacturability
There is a meaningful difference between a product concept and a manufacturing-ready design for athletic gear.
A manufacturing-ready design for sports equipment includes:
- Fully defined materials specifications built to match production realities, not prototype conditions
- CAD models developed to production tolerances
- Clear requirements for joining techniques, hardware, and assembly sequencing
- Engineering feasibility validation against the specific manufacturing method being used
Construction methods that work at the prototype stage sometimes do not translate cleanly to high-volume production. Identifying that gap at the design stage, before factory engagement begins, is the purpose of engineering for manufacturability.
Material Selection for Performance and Cost
In sports equipment, material decisions are production decisions. The two cannot be separated.
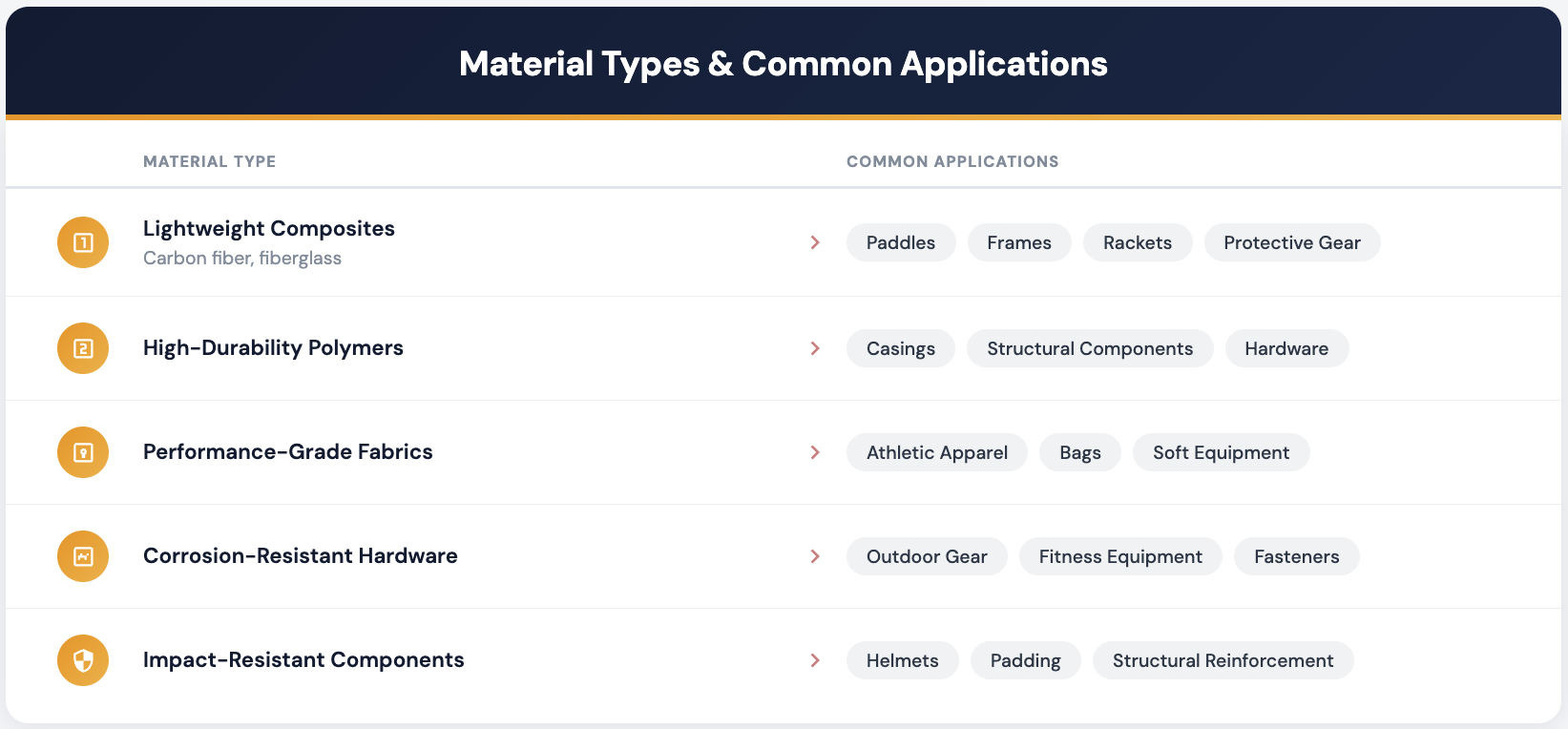
Material choices determine product performance, durability under real-world use, and production cost at scale. Common material categories in the sporting goods industry include:
Material decisions made at the prototype stage sometimes perform differently at production volume.
Validating that cost and performance hold at scale, not just in a sample run, is a necessary step before full production commitment. For brands dealing with margin pressure on existing products, Linton’s manufacturing cost reduction program frequently identifies material optimization as the clearest path to meaningful COGS improvement.
Prototyping and Performance Testing
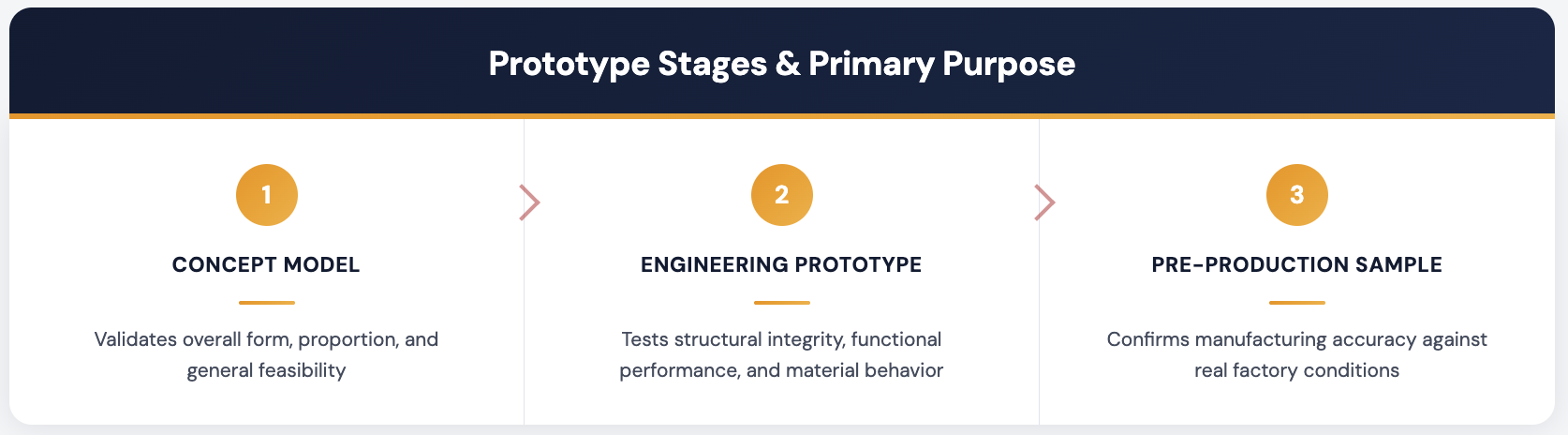
Prototyping in sports equipment manufacturing exists to resolve materials and design issues before tooling and factory investment are made. The process typically moves through three stages:
- Functional models that test structural and performance behavior under simulated conditions
- Field-test samples that validate the product under real athletic use
- Engineering samples that confirm manufacturing accuracy against design specifications
Skipping or compressing this process is one of the most consistent causes of post-launch product failures in the sports category. Problems that surface in prototype testing cost a fraction of what they cost in a production run, or worse, in a field failure after retail launch.
Factory Sourcing and Vetting for Sports Equipment
Finding a factory that can quote a sports product is not the same as finding one qualified to produce it reliably at scale. Professional factory evaluation for sports equipment looks at:
- Category-specific manufacturing experience, since athletic accessories, gym equipment, outdoor gear, and paddles are different production environments
- Materials processing capability for the exact materials the product requires
- Production capacity at target volumes, including peak-season flexibility
- QC infrastructure and in-line inspection processes
- Communication reliability throughout the production relationship
Online platform sourcing provides limited visibility into most of these factors. Linton’s sports product development program draws on a network of 700-plus vetted factories, each assessed against the specific production requirements of performance athletic gear rather than price per unit alone.
Establishing a Golden Sample and Production Standard
Once a pre-production sample is approved, it becomes the golden sample: the professional production benchmark that all subsequent QC inspections are measured against.
The golden sample defines objective expectations for materials, construction tolerances, finish quality, and agreed performance specifications. It protects both the brand and the factory by making quality standards objective and enforceable rather than dependent on verbal agreements.
Linton’s in-house QC team follows ANSI/ASQ Z1.4 2018 and uses the approved golden sample as the benchmark for every production run, creating consistent, repeatable output as order volumes grow.
Quality Control Throughout Production
Quality control in sports equipment manufacturing must be embedded across the production process, not applied only at the end. A complete QC system for athletic gear covers:
- Incoming material verification — confirms materials meet specifications before production begins
- First-article inspection — evaluates initial production output before the full run proceeds
- In-line inspections — monitors assembly accuracy and finish quality during the active run
- Final pre-shipment audit — samples finished goods against the approved golden sample before shipment is approved
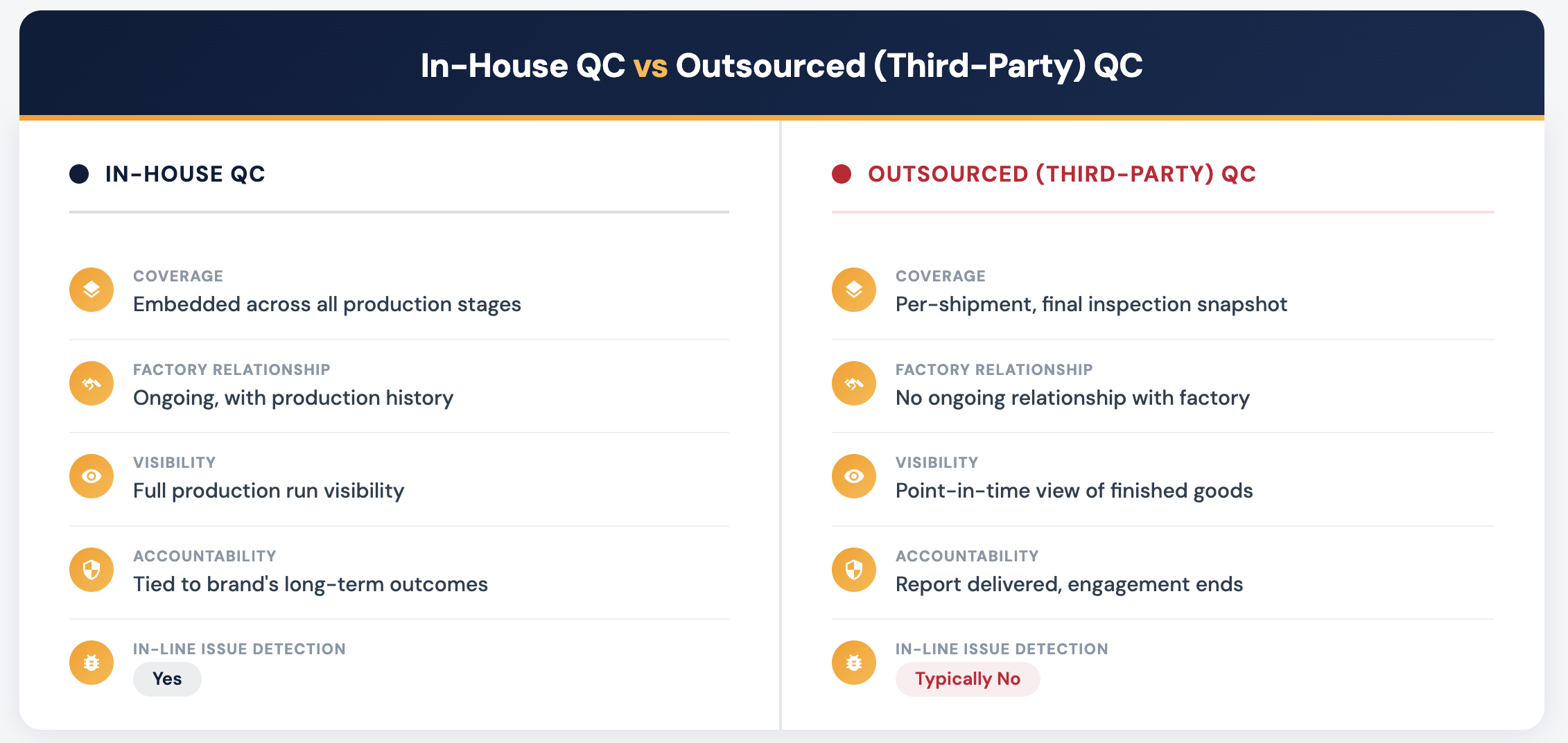
Defect risk in performance sports products is especially costly. A product that fails during athletic use generates warranty claims, negative reviews, and brand damage that compounds over time. Linton’s QC model is in-house, which means the team managing quality has ongoing factory relationships, full production visibility, and accountability tied to the brand’s outcomes across every run. If your current production lacks this level of oversight, schedule a consultation to understand what a complete QC system looks like in practice.
Managing Production Costs Without Sacrificing Performance
Cost reduction in sports equipment manufacturing is a precision exercise, not a concession. The goal is to lower the cost of goods while maintaining or improving the product performance that defines the brand. Sustainable cost improvements typically come from:
- Material selection optimization at production volume
- Tooling efficiencies identified through manufacturing feasibility review
- Process refinement that reduces assembly time and defect rate
- Volume-based negotiation with vetted factory partners
Linton’s work with CRBN Pickleball demonstrates this in practice. By transitioning suppliers and reinforcing the product’s internal construction, Linton reduced COGS by 19.67% while improving durability, allowing CRBN to scale a top-rated Amazon SKU without compromising its premium positioning. Read the full story and other case studies on Linton’s website, or learn more about how the manufacturing cost reduction program is structured.
Logistics, Compliance, and Shipping for Sports Equipment
Logistics planning for sports equipment brands must begin during manufacturing, not after production is complete. The decisions that affect landed cost and import clearance include:
- Certifications required for target retail channels and export markets
- Packaging dimensions, carton specs, and FBA compliance requirements
- Customs documentation and HTS classification
- Shipping method selection based on delivery timelines and cost targets
Early logistics coordination protects margins, prevents import delays, and allows brands to scale inventory reliably into retail and FBA channels.
Common Mistakes Sports Brands Make in Manufacturing
Most sports equipment manufacturing problems stem from fragmented oversight, not any single bad decision. The pattern that appears most consistently:
- Factory selection driven by unit price without category-specific vetting
- Materials under-specified at the design stage, producing performance gaps at production volume
- Structured performance testing replaced by informal review
- QC managed as a final-stage checkpoint rather than a continuous embedded system
Each of these creates cost on its own. When they occur together, the resulting production issues tend to compound as volume increases, and what started as a margin question becomes a brand quality question.
How Linton Supports Sports Equipment Manufacturing
Linton manages the full sports equipment manufacturing lifecycle as one integrated system, from design feasibility through factory sourcing, production management, in-house QC, compliance, and logistics. As a full lifecycle partner rather than a transactional vendor, Linton integrates design, engineering, sourcing, manufacturing, and QC into a single system, ensuring performance, cost control, and scalability are aligned from the start.
With 700-plus vetted factories, four overseas offices with in-house QC teams following ANSI/ASQ Z1.4 2018, and production experience across 200-plus product categories including pickleball, outdoor fitness, and athletic accessories, Linton gives sports brands the manufacturing infrastructure of an enterprise operation without requiring internal teams to manage it.
Whether you are bringing a new product to market through product design and development, optimizing costs on an existing product through manufacturing cost reduction, or looking for a partner with category-specific experience in sports product development, every engagement is built around cost control, product performance, and repeatable production success.
When to Work With a Manufacturing Partner
The right moment to engage a manufacturing partner is before factory commitments are made, not after quality issues or margin pressure create urgency. Sports equipment manufacturing decisions made at the design and factory selection stage determine product quality and production cost for years.
If your sports equipment brand is preparing to move into production, or is already producing and dealing with margin or quality gaps, the best next step is a direct conversation. Schedule a consultation to get a clear-eyed look at where your current process stands and what the path forward looks like.